Electric Heating Systems for the Chemical Industry: Safety and Precision
Electric Heating Systems for the Chemical Industry: Safety and Precision
The chemical industry is known for its high standards of safety and precision, requiring heating solutions that not only provide energy efficiency but also precise temperature control and safe operation. Electric heating systems, recognized for their ability to offer uniform and controlled heating, are seen as an optimal solution for these needs. This article delves into the advantages of these systems, key considerations for their implementation, and how they can contribute to improving safety and operational efficiency in this crucial sector.

Advantages of Electric Heating Systems in the Chemical Industry
Energy Efficiency and Environmental Control
Electric heating systems stand out for their ability to convert nearly 100% of the electrical energy they consume into heat. This efficiency contrasts significantly with more traditional heating methods, such as those that rely on fossil fuels, where part of the energy is lost in the combustion process. This loss not only implies higher energy consumption but also an increase in operational costs.
Additionally, electric heating systems do not produce harmful gas emissions, such as carbon monoxide or sulfur dioxide, nor do they release solid particles into the environment, which are particularly important characteristics in regulated environments like the chemical industry. This not only contributes to a healthier and safer working environment for personnel but also supports companies’ efforts to comply with increasingly stringent environmental regulations and adopt sustainability practices. Reducing the carbon footprint is an essential component of modern companies’ corporate responsibility and sustainability policies.
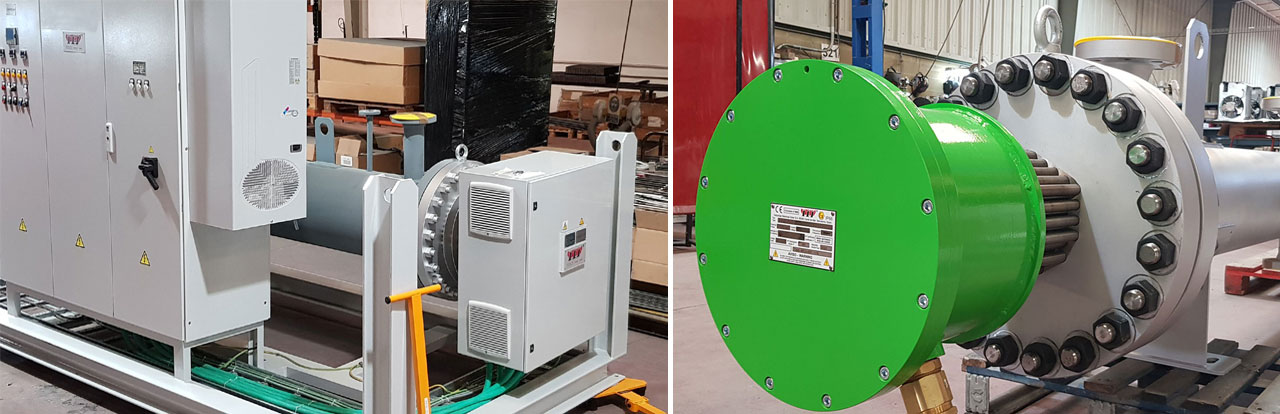
Among the industrial electric heating products, we offer are flange immersion heaters and heat exchangers, specifically designed to optimize thermal efficiency and facilitate their integration into various production processes.
Precise Temperatura Control
Production in the chemical industry often requires very specific temperature conditions, where minimal variations can alter the characteristics of the final product, affecting its quality and, by extension, its safety and efficacy. Electric heating systems offer extremely precise and consistent temperature control.
These systems allow for almost instantaneous and very precise temperature adjustments, unlike systems that depend on fuel combustion, where temperature control is usually slower and less accurate. The ability to maintain temperature within very strict margins is essential not only for product quality but also for optimizing the production process, minimizing the time and resources needed to maintain optimal conditions.
This level of control is crucial not only for maintaining product consistency and quality but also significantly reduces the risk of errors in the production process. Errors can result in high costs due to material waste and rework, as well as production delays. Consequently, the implementation of electric heating systems can result in significant reductions in operational costs and an increase in overall plant efficiency.
Considerations for the Implementation of Electric Heating Systems
Thermal Needs Analysis
Proper implementation of electric heating systems in the chemical industry begins with a thorough analysis of the plant’s thermal needs. This analysis is essential to ensure that the designed heating system can meet the specific demands of the production process. For this, a detailed evaluation considering several key factors should be conducted:
- Required heat capacity: The amount of heat needed to carry out the production processes must be calculated, depending on the production volume, the thermal properties of the materials involved, and the specific chemical reactions.
- Heat distribution: It is crucial to determine how heat should be distributed within the facilities to ensure uniform and efficient heating. This includes the arrangement of heating elements and the evaluation of heat flows needed to maintain optimal temperatures in all work areas.
- Site environmental conditions: Environmental conditions such as ambient temperature, humidity, and altitude can significantly affect the performance of electric heating systems. Therefore, these conditions must be considered to adjust the design and operation of the system.
Understanding and planning based on these variables ensures that the system is not only energy-efficient but also capable of maintaining production effectively and continuously, adapting to fluctuations and demands of the industrial process.
Safety and Regulations
Safety is of utmost priority in the chemical industry due to the hazardous nature of many of the materials and processes used. Electric heating systems intended for this industry must comply with very strict safety regulations to minimize any risk of accidents or incidents:
- Certifications and regulatory compliance: It is crucial to select equipment that has all the necessary certifications to ensure its compliance with international safety standards. These certifications are a guarantee that the equipment has been tested and meets legal and technical requirements.
- Safe design for chemical environments: Systems must be designed to operate safely under the specific conditions of a chemical environment, which includes corrosion resistance, over-temperature protections, and robust control systems to prevent any malfunction.
- Advanced safety features: Including features such as automatic shutdown systems, temperature alarms, and access controls can help protect both operators and facilities. These features allow for quick intervention in case of an anomaly, helping to prevent major accidents.
Example of a recent success story
With the aim of decarbonizing industrial processes, our #IESTEAM has designed and produced two doubleDN250 electric heat exchangers, each with 550 kW power for a maritime cargo terminal. These systems, installed in 20′ containers, heat glycol/water, facilitating its transfer from storage tanks to cargo ships. Not only does the efficiency of the process increase, but CO2 emissions are also significantly reduced. Lee aquí el proyecto completo
